
Sheet metal fabrication stands as one of manufacturing’s most essential processes. Workers across countless industries depend on precise bending operations daily. Yet even experienced fabricators encounter a persistent challenge that can compromise accuracy and waste valuable time. Springback represents that frustrating phenomenon where bent metal refuses cooperation by partially returning toward its original shape.
Understanding springback mechanics transforms ordinary metalworkers into true craftsmen. This comprehensive guide explores every critical aspect of this complex behavior.
What Springback Actually Means
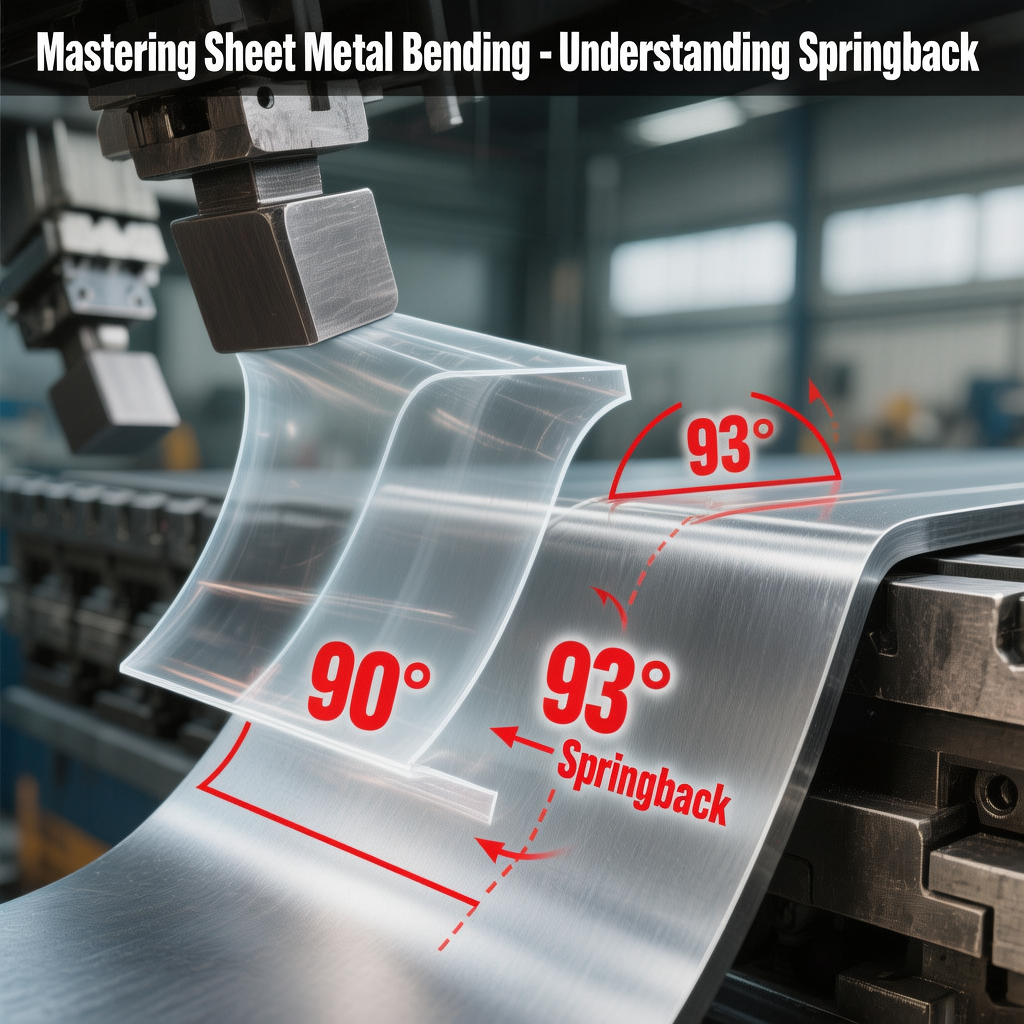
Picture yourself bending a paperclip. You apply force and create an angle. Release pressure though and notice how that angle opens slightly. Metal sheets behave similarly during forming operations but with far greater consequences for production quality.
Springback occurs because materials possess elastic properties alongside plastic deformation characteristics. When bending force gets applied initially, metal experiences both types of deformation simultaneously. Elastic deformation remains temporary. Plastic deformation creates permanent shape changes. Remove bending pressure and elastic portions attempt recovery. That recovery causes springback.
Manufacturing professionals must account for this behavior. Otherwise parts emerge from brake presses requiring costly rework or facing outright rejection.
Core Factors Driving Springback Behavior
Multiple variables influence how much any given material springs back after bending. Recognizing these factors helps fabricators predict and compensate effectively.
Material Properties Create Foundation
Different metals exhibit vastly different springback tendencies. Yield strength plays perhaps most crucial role here. Higher yield strength materials store more elastic energy during deformation. Greater stored energy translates directly into more pronounced springback effects.
Aluminum alloys typically demonstrate moderate springback characteristics. Mild steel shows relatively predictable behavior that experienced operators learn through practice. High-strength steels and stainless varieties present serious challenges though. These materials can spring back dramatically and unpredictably.
Young’s modulus quantifies material stiffness fundamentally. Stiffer materials generally exhibit greater springback amounts. Work hardening also affects outcomes because cold working increases yield strength progressively during forming.
Bend Radius Matters Enormously
Smaller bend radii reduce springback effects noticeably. Tighter bends push material further into plastic deformation territory. Less elastic deformation occurs proportionally. Consequently springback becomes less problematic.
Larger bend radii allow more elastic deformation during forming operations. Material experiences less plastic flow relatively speaking. More elastic energy gets stored and subsequently released.
Engineers face a balancing act here. Extremely tight radii risk cracking or fracturing material. Excessively large radii introduce severe springback complications. Optimal radius selection depends on material thickness and properties specifically.
Thickness Influences Outcomes Significantly
Thicker sheets generally spring back less than thinner counterparts made from identical material. Why does this pattern emerge consistently?
Thicker material requires proportionally greater force for bending. That increased force drives more complete plastic deformation throughout cross-sections. Additionally, thicker sheets distribute stresses differently across their depth.
Thin sheets remain dominated by elastic behavior throughout much of their cross-section. Small thickness means bending stresses don’t vary as dramatically from outer surfaces toward neutral axes. Elastic recovery therefore affects final angles more dramatically.
Bend Angle Creates Complications
Sharper bend angles typically produce more springback in absolute terms. Yet percentage springback might actually decrease for very acute bends. This counterintuitive relationship confuses many beginners initially.
Obtuse angles and gentle bends maximize proportional springback effects. Material barely enters plastic range during such operations. Consequently elastic recovery dominates final geometry.
Right angles represent common targets in fabrication work. Understanding springback behavior around 90-degree bends becomes particularly valuable for everyday production.
Calculating Springback Accurately
Predicting springback magnitude separates amateur operations from professional fabrication shops. Several approaches exist for estimating how much compensation proves necessary.
Empirical Methods Dominate Practical Work
Most experienced fabricators rely heavily on testing and observation. They bend sample pieces and measure resulting angles carefully. Adjustments get made progressively until desired final geometry emerges consistently.
This trial-and-error approach works reliably once proper compensation factors become established for specific material-thickness-radius combinations. Smart shops maintain detailed records documenting springback behavior across their common materials.
Creating a comprehensive database requires initial investment. Long-term benefits include reduced setup time and minimized scrap rates.
Analytical Formulas Provide Estimates
Engineering references contain various equations for springback prediction. These formulas incorporate material properties and geometric parameters mathematically. While useful for preliminary planning, analytical predictions rarely achieve perfect accuracy.
One simplified formula estimates springback factor as the ratio between initial bend angle and final angle after elastic recovery. More sophisticated approaches consider stress distributions across bend cross-sections explicitly.
Software packages increasingly incorporate springback compensation algorithms. Finite element analysis can simulate forming operations virtually. These tools help optimize die design before cutting expensive tooling.
Practical Compensation Strategies
Understanding springback theory matters little without effective compensation techniques. Fabricators employ various approaches for achieving accurate final angles despite elastic recovery.
Overbending Represents Simplest Solution
Deliberately bending material past target angles allows springback recovery toward desired geometry. If material springs back 3 degrees predictably, simply bend an additional 3 degrees initially.
Brake press operators adjust angles intuitively through experience. Modern CNC press brakes allow programmable overbend amounts. Once proper compensation gets determined experimentally, automated equipment reproduces results reliably.
Overbending works beautifully for simple bends. Complex parts with multiple bends require careful sequencing though. Earlier bends affect subsequent operations because material properties change through work hardening.
Coining Forces Complete Plastic Deformation
Applying extreme pressure essentially squeezes material between punch and die surfaces. This coining action drives plastic deformation throughout entire cross-sections. Virtually no elastic component remains afterward.
Springback becomes negligible following proper coining operations. However this technique demands substantially higher forces than air bending. Tooling experiences greater wear. Press capacity requirements increase significantly.
Coining suits high-volume production where consistency matters supremely. Setup costs get amortized across large quantities. For prototype work or short runs, simpler compensation methods usually make more economic sense.
Bottoming Operations Offer Middle Ground
Bottoming drives material firmly against die surfaces without reaching full coining pressures. Springback gets reduced substantially compared with air bending yet tonnage requirements remain moderate.
This approach delivers good accuracy for many applications. Press brake operators commonly employ bottoming techniques for everyday production work. Tooling longevity stays reasonable while part quality meets most specifications.
Heat Treatment Modifies Material Behavior
Annealing metal before forming operations reduces yield strength temporarily. Lower strength means less elastic energy storage during bending. Springback effects diminish correspondingly.
Following forming, parts can undergo hardening treatments if strength recovery becomes necessary. This sequence works well for difficult materials like high-strength stainless steels.
Process complexity increases significantly though. Additional handling and heating operations raise costs. Only specialized applications justify such elaborate procedures typically.
Tool Design Considerations
Thoughtful tooling design helps minimize springback complications fundamentally. Die makers incorporate various features for controlling elastic recovery.
Radius Selection Proves Critical
Die radii should match material thickness appropriately. Industry guidelines suggest minimum bend radii relative to thickness for different materials. Respecting these minimums prevents cracking while limiting springback.
Adjustable radius tooling provides flexibility for experimental work. Production tooling typically features fixed radii optimized for specific applications.
Wipe Dies Enable Sharp Bends
Wipe die configurations allow very tight radii formation. Material gets essentially wrapped around small punch radii through sliding contact. Friction and pressure create predominantly plastic deformation.
Springback becomes minimal with proper wipe die operation. These tools suit demanding applications where precise angles matter greatly.
Air Bending Offers Flexibility
Air bending doesn’t drive material against bottom die surfaces completely. Bend angle depends on punch penetration depth rather than die geometry exclusively. This arrangement simplifies tooling requirements and allows angle adjustment.
However air bending maximizes springback effects compared with other methods. Compensation becomes absolutely essential. Experience and testing determine proper punch depth for achieving target angles consistently.
Material-Specific Behavior Patterns
Different metals exhibit characteristic springback personalities. Recognizing these patterns accelerates learning for new materials.
Mild Steel Behaves Predictably
Low-carbon steel represents perhaps most forgiving material for bending operations. Springback occurs but remains moderate and consistent. Experienced operators develop reliable intuition quickly.
Cold-rolled steel springs back slightly more than hot-rolled variants. Surface finish and work hardening characteristics differ between these forms.
Aluminum Alloys Vary Considerably
Some aluminum grades bend beautifully with minimal springback. Others prove frustratingly springy. Alloy composition and temper condition determine behavior dramatically.
Softer tempers like O-condition aluminum exhibit less springback than harder T6-condition material. Engineers should specify appropriate tempers considering both forming requirements and final strength needs.
Stainless Steel Demands Respect
Stainless varieties spring back aggressively compared with mild steel. Higher strength and work hardening rates create challenges. Overbending compensation must be substantial.
Austenitic stainless grades like 304 and 316 prove particularly troublesome. These materials also gall easily during forming. Proper lubrication and tool maintenance become critical.
High-Strength Steels Test Expertise
Advanced high-strength steels increasingly appear in automotive and structural applications. These materials offer excellent strength-to-weight ratios. However springback behavior can perplex even experienced fabricators.
Compensation factors may reach 20% or more for ultra-high-strength grades. Specialized tooling and techniques become necessary. Process development requires significant testing investment.
Measuring and Verifying Results
Accurate measurement validates springback compensation effectiveness. Various tools and techniques serve quality control purposes.
Angle gages provide quick verification for simple bends. Digital protractors offer convenient precision. Coordinate measuring machines enable comprehensive inspection for complex formed parts.
Statistical process control helps identify trends. Tracking bend angle consistency reveals when tooling wear or material variation begins affecting outcomes. Early detection prevents accumulation of out-of-specification parts.
Conclusion
Springback mastery separates mediocre fabrication operations from exceptional ones. Understanding underlying mechanics empowers better decision-making at every production stage. Material selection, tool design and process parameters all influence springback behavior significantly.
Successful compensation requires combining theoretical knowledge with practical experience. Testing and documentation build institutional knowledge. Modern equipment and software tools increasingly assist human expertise without replacing hard-won practical wisdom.
Every material presents unique challenges. Patience and systematic experimentation eventually yield reliable processes. Mastering springback transforms frustration into competitive advantage for forward-thinking fabricators.